Production phases of La Meccanica Dies
To supply the correct die it’s necessary to know the type of pellet mill and size of the die being used. Our company can, therefore, produce dies with hole patterns to customer specification
The continuous research of materials and the stimulus of the operators to renew the production chain through possible suggestions aimed at improving its operations make the product itself alive and in continuous evolution.
The main phases for the production of La Meccanica Dies are:
- Forged Assignment
- Turning processing
- Thread
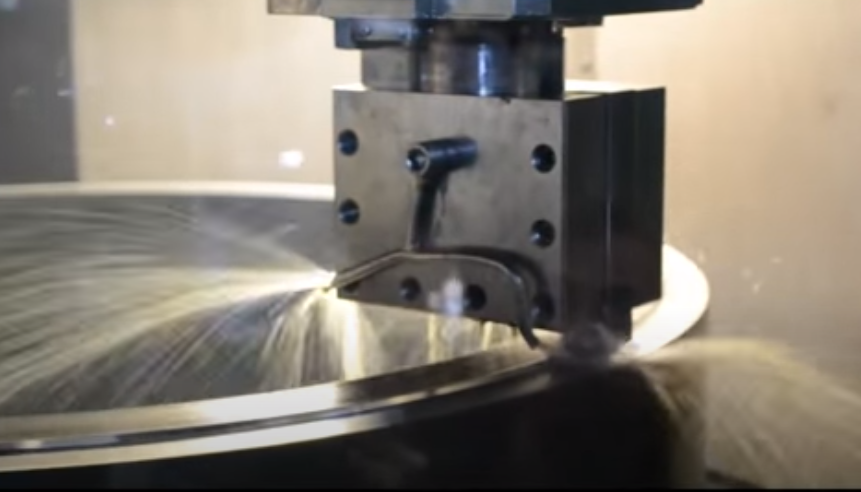
- Automatic drilling
- Unloading phase (against drilling)
- Countersinking
- Control (Hole diameter, countersink quality, etc.)
- Hardening
- Finish
- Grinding (in case of ovalization) with re-sinking
In the detail
- Forge Assignment - the forge if present in the warehouse, it is picked up and sent to the first turning phase: the supplier and the steel casting number are reported on the processing sheet. Furthermore, the hardness of the ring is checked.
- Turning processing - is an industrial production process obtained by chip removal and performed with cutting speed and feed rate in order to guarantee a fairly smooth surface, that does not involve technical advantages for the customer but only an esthetic one. The timing is from 2 to 4 hours per piece.
- Thread - Our plus for the customer is only aesthetic: that is a regular and not jagged thread, lasting about one hour.
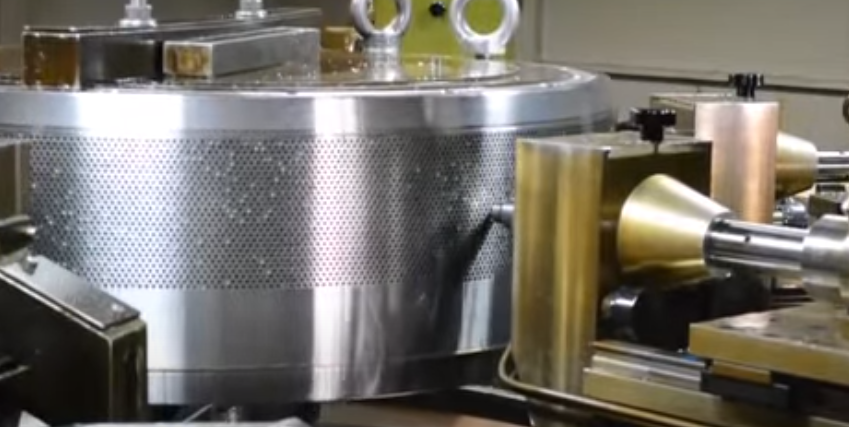
- Automatic drilling - It is not easy to obtain a perfect drilling grid: every small error in the position of the units translates into an error (which can also be seen by eye) in the grid of the holes. The grid must be perfectly honeycomb: in particular, if the drilling units are not perfectly aligned, it is possible to notice areas where the rows of holes have a distance (pitch) that is not perfectly equal, or areas where the holes almost touch each other etc.
Our drilling machines are very precise and for this reason our dies have a perfect grid and there are no errors in the position of the holes.
Drilling, together with hardening, is the most important phase in the production of a die. It is essential for a correct performance of the die and is where the experimentation of new techniques and means are used to improve the times and the quality of the process. There is a continuous search for the best cannon tips that involves not only the technical manager but also the operator of the machine itself. The internal surface of the holes must be “specular” and the hole must be perfectly smooth.
Drilling times can take up to 30 hours, depending on the diameter and number of holes in the die.
-
Unloading phase (against drilling) - In some cases it is necessary to perform counter-perforation of the holes: that is, to widen the external part in order to facilitate the exit of the pellets. Counter-perforation can be cylindrical, cylindrical with variable scalar diameter and conical. The external counter-drilling operation is carried out through twist drills, which can be conical or cylindrical and can be either only lateral or total. The use of twist drills does not allow obtaining an internal surface of the specular counter perforation: indeed, in some cases it is particularly rough, and this is not positive. The main function of the counter-perforation phase is to create a “facilitation” for the pellets to come out due to the lower thrust that occurs in the lateral bands of the die. In some cases the counter-perforation can be performed on all the holes precisely to reduce the pressure required for extrusion.
